









黑龙江流延膜-威尔机械-pe流延膜生产线
www.8722.com
经营模式:生产加工
地址:山东省青岛市胶州胶西工业园
主营:塑料机械
业务热线:0532-85213096
产品详情 联系方式
产品品牌:青岛威尔塑机
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
CPP薄膜生产设备可采用单层流延挤塑线,也可采用更为灵活的成套3层生产线。设备的种类和规格由预期生产的产品和薄膜终用途决定。
用于生产薄膜、具有竞争优势的多数现代型生产线往往涉及行业标准级的3层共挤。通常情况下,往往采用能生产膨体型结构层的大型挤塑机(100毫米或150毫米)生产芯层。表层由小型挤塑机(60毫米或90毫米)喂料,可在金属化过程中获得良好的密封性或性能更佳的特别效果。
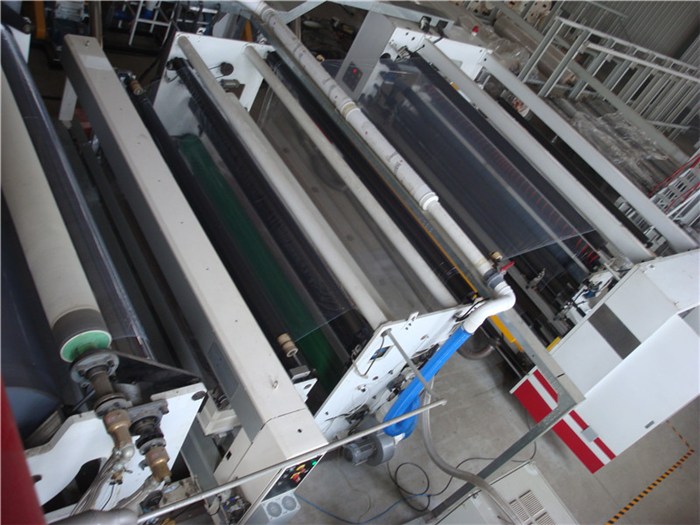
流延薄膜生产线:包括挤出机单元、分配器/模头成型单元、流延成型单元、测厚控制单元、电晕处理单元、牵引收卷单元、边料在线回收单元及电气控制单元。






挤出流延薄膜以CPP挤出流延薄膜的生产工艺流程为例,使用耐寒级共聚CPP粒子作流延膜的原料,MFR
为6~9g/10min(例如:日本窒素工业公司的F8277就是耐寒级PP),挤出机挤出——T型口模流延——气刀——1#
冷却辊——2冷却辊——电晕处理——切废边——卷取。
挤出机螺杆直径65--150mm,L/D=32,普通渐变型螺杆。机筒温度:210℃、230℃、240℃、255℃、265℃共5段,连接器温度265℃,树脂温度230~237℃,T型 口 模 温 度( 共 2m 宽 )
均 为。 265℃
1#冷却辊使用自来水经冷却器热交换器冷却到0~-5℃后进入,
2#冷却器冷却水温为8~10℃。
T型口模使用螺栓人工调节流延膜厚度,应 当 指 出 的 是,
目前国内进口先进的流延膜生产线均采用R射线测厚仪(走查式)能 自 动测厚显示记录并反馈到T型口模上的热膨胀螺丝上,从而自动调控T型口模间隙,可以使流延膜厚度的平均误差在2%以内。人工调节螺丝调节,只能在10%
以内(1m宽度)。
气刀和气隙在挤出流延薄膜中有重要的作用,气刀是安装在T型口模下方的一条狭长的缝口,由此喷出压缩空气,使由T型口模流延出来的熔体薄膜能紧贴在1#冷却辊上,提高了冷却效果,且能使塑料薄膜表面平整度提高,减少流延膜二端产生的缩颈现象。


www.8722.com提供的产品还有以下系列:
土工系列:
1. 排水板生产线
2. 土工格栅生产线
3. 土工格室生产线
4. 防水卷材生产线
5. 止水带/排水板生产线;
。。。。。。。。。。。。
……………很多产品,详细产品资料请咨询!
公司实行从设备到制品整个生产工艺过程的交钥匙工程,对用户的服务分三个环节,即:售前,协调用户将设备的前期工作做好;售中,免费培训技术人员,直至生产线出合格产品;售后,进行质量、技术跟踪服务,以保证产品与市场接轨。公司以海尔式的售后服务,服务于每一个用户,免除用户的,受到了国内外用户的高度赞扬



赵奎华女士
手机:13589250518